
FFF, kratica od “Fused Filament Fabrication” je najraširenija i najjeftinija tehnologija 3D printanja koja se prvi put pojavila 1992. godina kada je tvrtka Startasys zadobila odobrenje patent za istu.
FFF tehnologiju 3D printanja se često naziva FDM (“Fused Deposition Modeling”), a upravo to je naziv kojeg je popularizirala tvrtka Stratasys koja je ujedno i zaslužna za nastanak FDM/FFF tehnologije 3D printanja.
Materijal za FDM/FFF 3D printere naziva se filament, a radi se o plastičnoj niti namotanoj na kotur. U glavi FDM/FFF 3D printera nalaze se zupčanici koji uvlače nit plastike do grijača, koji topi plastiku.
Rastopljena plastika kroz glavu 3D printera izlazi pomoću mlaznice koja se nalazi nadomak podlozi za printanje. Kako se glava 3D printera pomiče, tako se rastopljene niti plastike polažu na podlogu za ispis i objekt se izrađuje sloj po sloj.
Nakon što je završen čitav sloj, glava 3D prinera se pomiče gore za visinu jednog sloja i printanje novog sloja započinje. Neki FDM/FFF 3D printeri ne pomiču glavu, već se podloga za printanje pomiče dolje dok glava cijelo vrijeme boravi na istoj visini.
Svaki FDM/FFF 3D printer mora imati mogućnost micanja glave u smjeru X, Y i Z osi. Ti pomaci omogućeni su pomoću vertikalnih navoja koji pomiću glavu gore-dolje, i horizontalnih “tračnica” koje služe za pomicanje glave u smjeru X i Y osi.

dijelovi FDM/FFF 3D printera
Glavni parametri FDM/FFF 3D printera su brzina ispisa, temperatura mlaznice, visina slojeva i brzina uzimanja filamenta. Gotovo svaki FDM/FFF 3D printer korisnicima nudi da podešavaju navedene parametre uporabom softvera kojim se kontrolira 3D printer.
Svi ti parametri utječu na kvalitetu ispisa, a i ovisni su o tipu materijala koji se koristi te očekivanjima korisnika što se tiče kvalitete ispisa. Ukoliko Vam je cilj što brže dobiti željeni objekt, povisiti ćete brzinu ispisa čime se smanjuje kvaliteta. Što je brzina ispisa i visina sloja manja, to je isprintani objekt “finiji".
Glavna mana FDM/FFF 3D printers je tzv. “warping”. Pošto se već isprintani slojevi i njihovi dijelovi hlade različito od novonastalih slojeva, dolazi do termičkih mikro stezanja i rastezanja, što rezultira povlačenjem donjih slojeva sa podloge za ispis.
Warping se može ukloniti uporabom grijanih podloga za printanje koje zagrijavaju i održavaju prethodno isprintane slojeve na određenoj temperaturi kako ne bi došlo do većih temperaturnih razlika između slojeva, a samim time i warpinga. Ukoliko Vaš 3D printer nema grijanu podlogu za printanje, možete se poslužiti “pik-trakom”, ili profesionalnim adhezivnim sredstvom “Magigoo”, što je ujedno i naša preporuka.

primjer warpinga
izvor: simplify3d.com

Magigoo adhezivno sredstvo protiv warpinga
izvor: magigoo.com
Potporne strukuture su ključne za izradu objekata koji sadrže dijelove pod kutem manjim od 45 stupnjeva. Dakle, ukoliko želite isprintati most, vertikalnu rupu, ili bilo što što se nalazi pod kutem manjim od 45 stupnjeva, trebat će vam potporne strukture. Potporne strukure su vrlo tanke kako bi se štedio materijal, ali i kako bi ih se lako moglo odstraniti nakon printanja. FDM/FFF 3D printeri koji imaju dvije ili više mlaznica, što znači da istodobno mogu printati sa nekoliko različitih filamenata, mogu koristiti posebne filamente koji se razlažu u tekućini u svrhu izrade potpornih struktura.
Nakon što printanje završi, potporne strukture je najčešće nužno ručno odstraniti. Problem je u tome što tada mogu nastati oštećenja površine glavnog objekta, i upravo zato se koriste posebni filamenti s mogućnošću razlaganja u tekućini, kako ne bi došlo do oštećenja. Isprintani objekt se uroni u određenu tekućinu (ovisi o proizvođaču filamenta), i potporne strukture se razgrade, ostavljajući model bez oštećenja.
Najrašireniji tip filamenta s mogućnosti razlaganja u tekućini naziva se PVA.

prikaz potpornog materijala
izvor: www.additive.blog
Također jedan od parametara FDM/FFF 3D printera je popunjenost. 3D printani objekti su vrlo rijetko potpuno ispunjeni, iz razloga što 100%-tna ispunjenost zahtijeva više materijala i povećava vrijeme printanja. Najčešće se koristi 20%-tna popunjenost, ali ukoliko Vam je potrebna izuzetna čvrstoća objekta, popunjenost možete podestiti na 80%, 90% ili čak 100%. S druge strane, ako printate neki objekt gdje čvrtoća gotovo da i nije bitna, popunjenost možete podesiti na niže vrijednosti, npr. 10%.
Prije no što printanje započne, poželjno je 3D model orijentirati tako je potrebna što manja količina potpornog materijala. Orijentacija 3D modela vrši se ručno ili automatski, ovisno o softveru kojeg koristite.
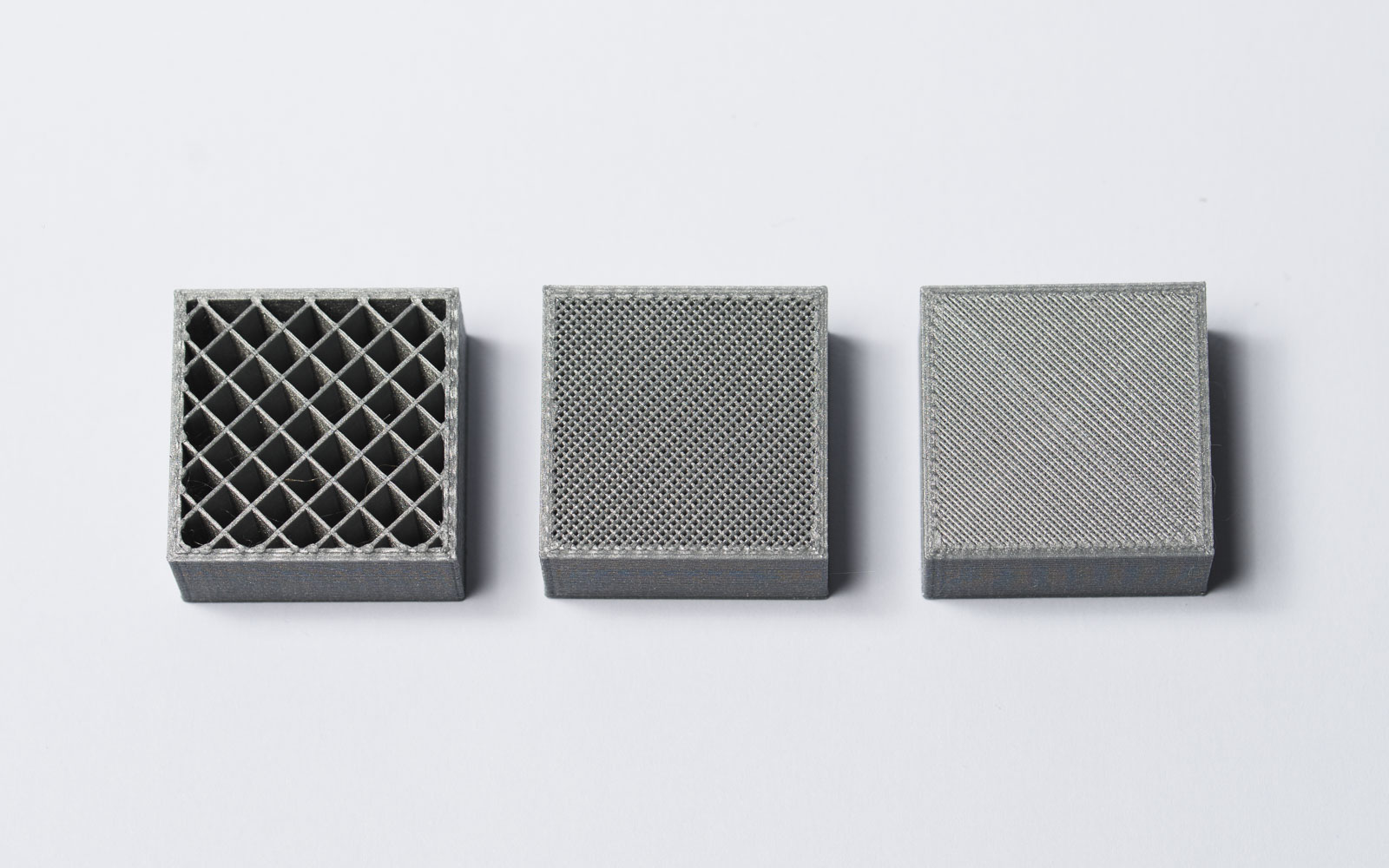
različite popunjenosti 3D printanog objekta
izvor: 3dhubs.com
Završna obrada 3D printanih objekata nije nužna, ali ponekad može biti, pogotovo ako se radi o objektu koji se neće koristiti kao prototip. Najčešća metoda završne obrada je brušenje objekata brusnim papirom. Osim uporabe brusnog papira, objekti se mogu i naknadno bojati, ali i premazivati kako bi se sakrili slojevi koji otkrivaju da se radi o 3D printanom objektu. Jedan od najčešće korištenih premaza u svijetu 3D printanja je epoxy koji površinu zaglađuje, ali i ponekad skriva detalje.

3D printani objekt premazan epoxyjem
izvor: all3dp.com
FDM/FFF dolazi s brojnim predostima, ali i manama. Glavna prednost FDM/FFF tehnologije 3D printanja je raširenost, odnosno dostupnost tehnologije. Danas postoje mnogi jeftini(ji) FDM/FFF 3D printeri upravo zbog toga što tehnologija funkcionira na podosta jednostavan način. Osim velike raširenosti, FDM/FFF 3D printeri mogu printati sa brojnim materijalima što ih čini privlačnim ne samo za uporabu kod kuće, već i u industriji.
Zahvaljujući relativno jednostavnom funkcioniranju ove tehnologije, FDM/FFF 3D printere mogu koristiti i djeca, što je velika prednost.
Neke od mana FDM/FFF tehnologije 3D printanja je vidljivost slojeva kod objekata, što ju čini ne prihvatljivom za određene grane industrije. Objekti printani na FDM/FFF 3D printeru zbog tehnike “sloj po sloj” često nemaju jednaku čvrstoću u svim područjima te ponekad mogu lako puknuti u određenim smjerovima.
Iako nije idealna za proizvodnju “end-use” objekata, FDM/FFF 3D printeri koriste se u industriji na nekolicinu različith načina.
Kliknite na linkove i saznajte kako!